
ALUMINIUM ALLOY WELDING
Aluminum alloy welding refers to the welding process of aluminum alloy materials. Aluminum alloy has high strength and light weight. The main welding processes are manual TIG welding (non-melting inert gas shielded welding), automatic TIG welding and MIG welding (melting polar inert gas shielded welding), the base material, welding wire, shielding gas, and welding equipment.
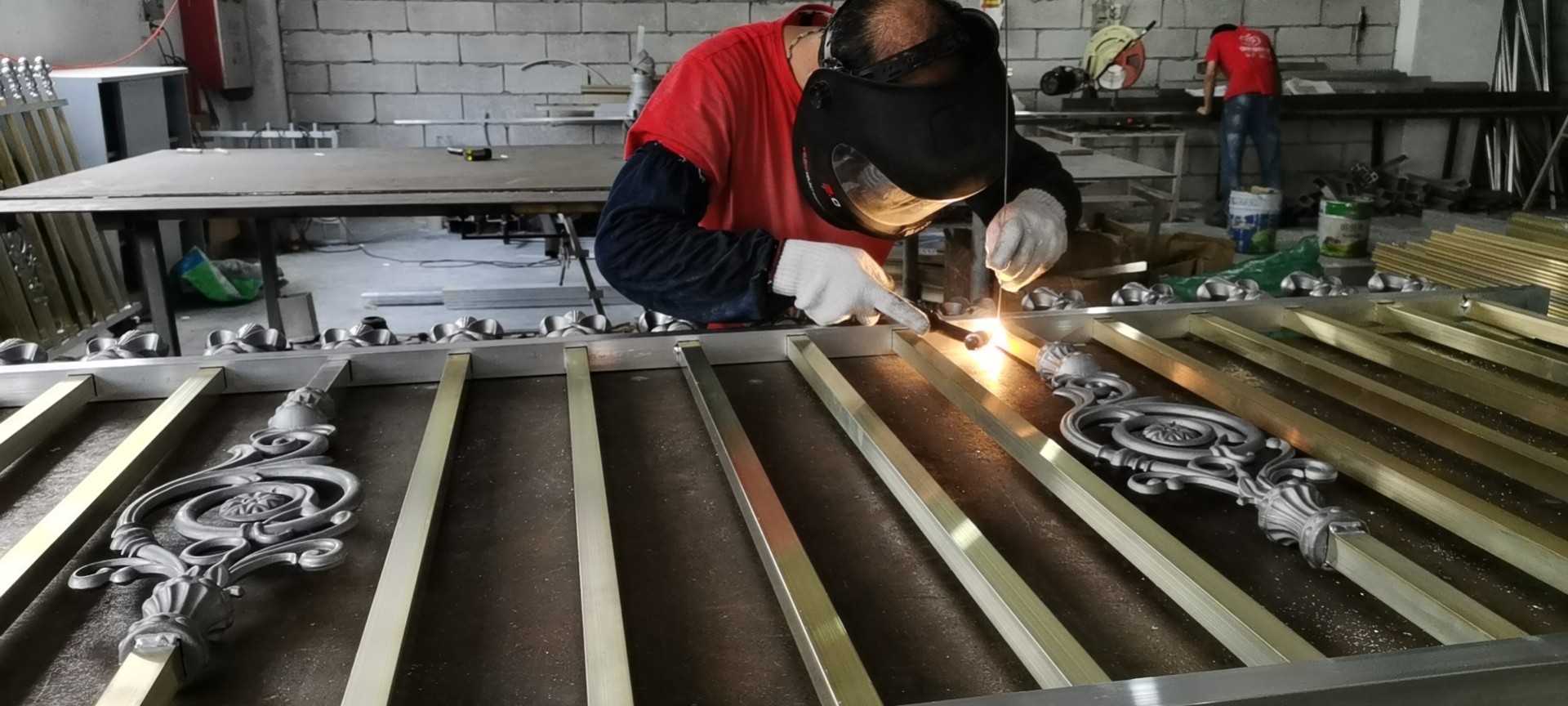
Aluminum fence processing 1

Aluminum fence processing 2
Brief instruction
Aluminum and aluminum alloy occupies a pivotal position in the various materials used in modern engineering technology. Its annual output in the world is second only to steel, and it ranks first in non-ferrous metals. [1] If aluminum alloy first emerged in the aviation industry, in recent decades, in addition to the aviation industry, aluminum and aluminum have been widely used in aerospace, automobiles, ships, bridges, machinery manufacturing, electrical engineering, chemical industries, and cryogenic devices. Alloy to manufacture various parts, fuel tanks, corrosion-resistant containers and wires. At present, the most widely used aluminum alloy welding structure is rust-proof aluminum alloy, namely aluminum-magnesium alloy and aluminum-manganese alloy.

Finished aluminum welded fence
Aluminum alloy welding refers to the welding process of aluminum alloy materials. Aluminum alloy has high strength and light weight. The main welding process is manual MIG welding (Melting Inert Gas Shielded Welding) and automatic MIG welding, the base material, welding wire, shielding gas, and welding equipment.
The main chemical composition of base metal and welding wire:
| Grade or specification | |
| Base material | 6005A T6.6082 T6.5083 H111 |
| Welding wire | 5087/AlMg4.5MnZr |
| Welding wire specifications | φ1.2mm φ1.6mm |
| Protective gas | Ar 100% Ar+He 70%/30% |
| Welder | Punair TIG 315P AC/DC |
Aluminum alloy welding method
1. TIG/GTAW welding
The GTAW welding method is mainly used for aluminum alloys and is a better welding method. However, the argon tungsten arc welding equipment is more complicated and is not suitable for operation in open air.
2. Resistance welding
This welding method can be used to weld thin aluminum alloy plates with a thickness of less than 5mm. However, the equipment used in welding is more complicated, the welding current is large, and the productivity is high, which is especially suitable for mass production of parts and components.
3. Pulse TIG welding
Pulsed TIG welding can well improve the stability during the welding process. Parameters can be adjusted to control the arc power and weld shape. The weldment has small deformation and small heat-affected zone. It is especially suitable for welding of thin plates, all-position welding and other occasions, as well as forged aluminum, duralumin, super-hard aluminum, etc., which are highly sensitive to heat.
4. Friction stir welding
Friction stir welding is firstly and mainly used in the field of light metal structures such as aluminum alloys and magnesium alloys. The biggest feature of this method is that the welding temperature is lower than the melting point of the material, which can avoid cracks and pores caused by fusion welding. defect.
Environmental of welding
Requirements for the storage environment and auxiliary materials used in aluminum alloy welding production
(1) Requirements for production and storage temperature and humidity
The production and storage environment of aluminum alloy must be dustproof, waterproof and dry. The ambient temperature is usually controlled above 5 ℃, and the humidity is controlled below 70%. Try to ensure that the humidity of the welding environment is not too high. Too high humidity will significantly increase the probability of pores in the weld, thereby affecting the quality of welding. The violent air flow will cause insufficient gas protection, resulting in welding pores. A wind shield can be installed to avoid the influence of indoor wind through.
(2) Requirements for the use of welding wire and gas hose
Attention should be paid to the use of welding consumables: aluminum welding wire should be stored separately from steel welding consumables, and the service life should not exceed 1a. After welding, take out the welding wire from the welding machine for sealing treatment to prevent contamination. The air supply hoses of different materials have different resistance to moisture ingress, especially when the air supply pressure is high, the effect of the air supply hose is more obvious. The air supply hose is best to use Teflon hose (Teflon).
Selection of tooling
For aluminum alloy welding, it is better to use point contact tooling to reduce the contact area between tooling and workpiece. If the tooling is in surface contact with the workpiece, it will quickly take away the heat of the workpiece and accelerate the solidification of the molten pool, which is not conducive to the elimination of weld pores. The pressure of the tooling hydraulic system is best controlled at 9~9.5MPa.
Too little pressure cannot achieve the purpose of anti-deformation, but too much pressure will increase the restraint of the aluminum alloy structure. Due to the large linear expansion coefficient of aluminum alloy and poor high-temperature plasticity, large thermal stress is likely to occur during welding, which may cause cracks in the aluminum alloy structure.
Selection of welding wire
For 6005A, 6082, 5083 base metals, the selected welding wire grade is 5087/AlMg4.5MnZr, 5087 welding wire not only has good crack resistance, excellent porosity resistance, and strength performance. For the selection of welding wire specifications, the welding wire with large diameter is preferred. The same filling amount of welding wire is the same weight of welding wire. The surface area of large-sized welding wire and smaller-sized welding wire is much smaller. Therefore, the surface pollution of large-sized welding wire and smaller-sized welding wire is less, that is, the oxidation area is smaller, and the welding quality is easier to meet the requirements. . In addition, the wire feeding process of large diameter welding wire is easier to operate. Generally, 1.2mm diameter welding wire is used for base materials with a thickness of less than 8mm, and 1.6mm diameter welding wires are used for base materials with a thickness of 8mm and above. The automatic welding machine uses a 1.6mm diameter welding wire.
Selection of protective gas
Ar100% is characterized by stable arc and convenient arc ignition. Generally, Ar100% is used for welding of base materials with plate thickness below 8mm. For the base metal of 8mm and above and the welds with high pore requirements, Ar70%+He30% is used for welding. The characteristics of helium gas are: 9 times the thermal conductivity of argon gas, faster welding speed, reduced porosity, and increased penetration. When welding thick plates, the penetration depth of Ar100% and Ar70% + He30%. The gas flow rate is not as large as possible. Excessive flow will cause turbulence, resulting in insufficient protection of the molten pool. Air reacts with the deposited metal, which will change the weld structure, reduce performance, and increase the tendency of welding pores.
Preparation before welding
Groove treatment
For butt welds with a plate thickness of less than 3mm, there is no need to beveled, and only a -0.5~1mm angle is needed on the back of the weld, which is beneficial to gas emission and avoids back grooves. Whether the back side is chamfered or not has the effect on the weld. The bevel angle of aluminum alloy thick plate is larger than that of steel plate. Single-side bevels generally use 55° bevels, and bilateral bevels use 35° bevels on each side. In this way, the accessibility of welding can be improved, and the probability of occurrence of unfused defects can be reduced.
For HV or HY joints in thick plate T joints, it is required to fill the groove and add a fillet weld to make the total weld size S not less than the plate thickness T. Welding requirements for thick plate T-joints.
Cleaning up before welding
Welding aluminum alloy requires the cleanest preparation work, otherwise its corrosion resistance will decrease and porosity will easily occur. Welding aluminum alloy should be thoroughly distinguished from the habit of welding steel. Tools that have been used for welding steel are strictly prohibited for welding aluminum alloys. Clean the oxide film and other impurities in the weld area, and use stainless steel brush or acetone to clean as much as possible. Grinding with a grinding wheel cannot be used, because grinding with a grinding wheel will only fuse the oxide film on the surface of the welding material, but will not actually be removed. Moreover, if a hard grinding wheel is used, impurities in it will enter the weld and cause thermal cracks. In addition, because the Al2O3 film will regenerate and accumulate in a very short time, in order to make the oxide film affect the weld as little as possible, welding should be performed immediately after cleaning.
Control of preheating temperature and interlayer temperature
When welding thick plates with a steel plate thickness of more than 8mm, preheating must be carried out before welding. The preheating temperature is controlled between 80 ℃ and 120 ℃, and the interlayer temperature is controlled between 60 ℃ and 100 ℃. Preheating temperature is too high, in addition to the harsh working environment, it may also affect the alloy properties of aluminum alloy, such as joint softening and poor appearance of welds. Too high interlayer temperature will increase the probability of aluminum welding heat cracks.
Reasonable selection of standard parameters
The physical and chemical properties of aluminum alloy and steel are far different, and the welding specification parameters of aluminum alloy should be tested and determined according to the welding characteristics of aluminum alloy.
(1) Large welding current
The thermal conductivity of aluminum alloy itself is large (about 4 times that of steel) and heat dissipation is fast. Therefore, at the same welding speed, the heat input when welding aluminum alloy is 2 to 4 times larger than when welding steel. If the heat input is not enough, the problem of insufficient penetration or even non-fusion will easily occur, especially at the beginning of the weld.
(2) The wire feeding speed should be increased appropriately
The wire feeding speed is closely related to the specification parameters such as current and voltage, and matches with each other. When the welding current increases, the wire feeding speed should also increase accordingly.
(3) Selection of welding speed
For thin plate welds, in order to avoid overheating of the welds, generally smaller welding currents and faster welding speeds are used; for thick plate welds, in order to fully weld the welds and fully escape the weld gas, use larger welding Electric current and slower welding speed.
(4) Selection of welding gun angle
In the welding direction, the welding torch angle is generally controlled at about 90°, too large or too small will cause welding defects. Torch angle is too large, resulting in insufficient gas protection and air holes; too small an angle may also cause the liquid aluminum to reach the front of the arc, so that the arc cannot directly act on the weld and cause unfusion.
Clean up after welding
1. Wash the welded joints carefully with a hard brush in hot water.
2. Dip the weldment in a chromic anhydride aqueous solution or potassium dichromate solution with a temperature of 60-80℃ and a mass fraction of 2%-3% for about 5-10 minutes, and carefully scrub with a hard brush. Or put the weldment in a nitric acid solution with a mass fraction of 10% at 15-20℃ for 10-20min.
3. Scour and wash the weldments in hot water.
4. Dry the weldment with hot air or dry it in a 100℃ drying box.
Safeguard measures
1. Use mechanical or chemical methods to remove oxides on the groove and surrounding parts of the workpiece and the surface of the welding wire before welding;
2. Use qualified shielding gas for protection during welding;
3. In the gas welding, flux is used, and the oxide film on the surface of the molten pool is constantly picked up by the welding wire during the welding process.
Application Field
1. Socket connection of copper and aluminum pipes in refrigeration industry, dissimilar welding of central air-conditioning copper and galvanized pipes, stainless steel pipes and aluminum pipes.
2. Welding of copper-aluminum terminals, copper-aluminum leads and copper-aluminum conductive bars in the substation industry.
3. Welding of radiator tubes, motors and bus bars in the electronic and electrical industry.
4. It is also used in the production and life of taps, coupling connectors, matching nuts, etc.
Equipemnt-Punair TIG 315P AC/DC

Specifications
Technical | Parameters | Technical | Parameters |
Input Power | 380V(±15%)/3Ph/50HZ/60HZ | Up slope time (S) | 0-10 |
Rated input current (A) | 15 | Down slope time (S) | 0-10 |
Rated Output Current /Voltage/Duty Cycle | 10-315A/22.6V/60% | Base current (A) | 10-315 |
MMA Output (A) | 10-250 | Start current (A) | 10-315 |
No-load loss (W) | 100 | Crater current (A) | 10-315 |
Arc Ignition | HF | Post flow time (S) | 1-10 |
Efficiency (%) | 85 | Duty ratio (%) | 40-80 |
Power factor | 0.93 | Pulse duty ratio (%) | 10-90 |
Insulation grade | F | Housing protection grade | IP21 |
Pulse frequency (low )Hz | 0.5-15 | Weight (kg) | 39 |
Pulse frequency (Middle)Hz | 15-450 | Dimensions H×W×D (mm) | 616×326×620 |
Top Features
High current range of 315 amps highly fit for the precision welding
MMA current range of 250 amps provides the ability to weld the 4.0 electrode
Multi-functions: AC/DC TIG,MMA process
Fit for many materials like aluminum alloy, titanium alloy, stainless steel, carbon steel
Convenient digital operational interface. Automatically matching welding parameter
Overheat,over-current and over-voltage detection,anti-shock and anti-sticking functions
IP21S classification to ensure reliability in harsh and demanding environmental condition
Punair International Sales Department
2020-08-14